简述纱线捻度仪
纱线捻度是指为使纱线具有一定的强力、弹性、伸长、光泽、手感等物理机械性能,必须通 过加捻改变棉纱,由纤维结构来实现纱线加捻,其实就是利用棉纱横截面间产生相对角位移,使原来伸直平行之纤维与纱轴发生倾斜来改变纱线结构,粗条在加捻过程由宽度逐渐收缩,两侧逐渐折迭而卷入纱线条中心,形成加捻三角形,在加捻三角形中,棉条的宽度和截面发生变化,从扁平带状,逐渐成圆柱形的纱。
捻向 捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。它分Z捻和S捻两种。加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。一般单纱常采用Z捻,股线采用S捻。股线的捻向按先后加捻的捻向来表示。例如,单纱为Z捻、初捻为S捻、复捻为Z捻的股线,其捻向以ZSZ表示。
下面小编就来介绍两款测试纱线捻度的仪器。
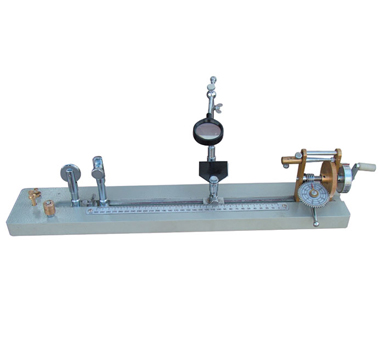
手摇纱线捻度仪用于测试粗纱股线捻度的捻度,取250mm测试长度,捻度方向确定好后开始将纱线退捻,捻度退完后读取250mm长度捻度值,要计算每米捻度值用250mm长度纱线的捻度数值乘以4。该机的特点是:性能稳定、操作方便,是棉纺、毛纺、针织、丝绸等行业及科技领域主要的常规检测仪器之一。
技术参数】
捻向 捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。它分Z捻和S捻两种。加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。一般单纱常采用Z捻,股线采用S捻。股线的捻向按先后加捻的捻向来表示。例如,单纱为Z捻、初捻为S捻、复捻为Z捻的股线,其捻向以ZSZ表示。
下面小编就来介绍两款测试纱线捻度的仪器。
手摇纱线捻度仪用于测试粗纱股线捻度的捻度,取250mm测试长度,捻度方向确定好后开始将纱线退捻,捻度退完后读取250mm长度捻度值,要计算每米捻度值用250mm长度纱线的捻度数值乘以4。该机的特点是:性能稳定、操作方便,是棉纺、毛纺、针织、丝绸等行业及科技领域主要的常规检测仪器之一。
技术参数】
试验方法 直接计数法
试验长度 0~300mm
测量范围 1~500捻
分度值 0.1捻
放大镜 10倍
砝码 5CN,10CN,20CN
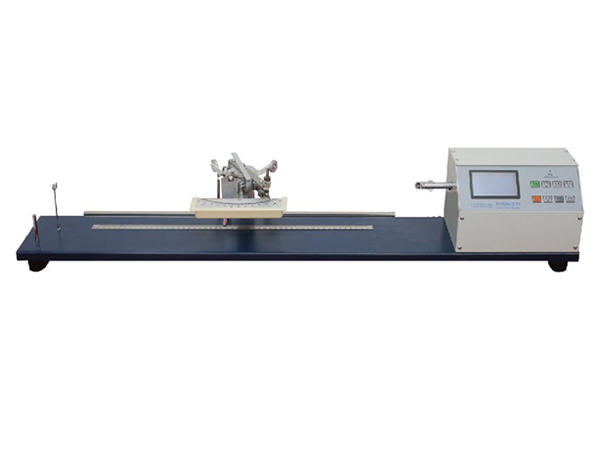
电子纱线捻度仪仪器采用单片机控制,中英文菜单,液晶显示,打印输出中文报表。测试方法为退捻加捻法,参照标准GB/T 2543.2-2001纺织品 纱线捻度的测定 第2部分:退捻加捻法,粗纱/股线捻度试验用直接计数法,参照标准GBT 2543.1-2015 纺织品 纱线捻度的测定。ISO2061:1995 纺织品 纱线捻度的测定 直接计数法,ISO/DIS19202:1999纺织品 纱线捻度的测定 退捻加捻法。
【仪器主要技术参数】
电子纱线捻度仪仪器采用单片机控制,中英文菜单,液晶显示,打印输出中文报表。测试方法为退捻加捻法,参照标准GB/T 2543.2-2001纺织品 纱线捻度的测定 第2部分:退捻加捻法,粗纱/股线捻度试验用直接计数法,参照标准GBT 2543.1-2015 纺织品 纱线捻度的测定。ISO2061:1995 纺织品 纱线捻度的测定 直接计数法,ISO/DIS19202:1999纺织品 纱线捻度的测定 退捻加捻法。
【仪器主要技术参数】
1、测试方法:直接计数、退捻加捻(一次、二次、三次)
2、测试长度:25、50、100、250、500mm
3、回转夹钳转速:750r/min、1500r/min及点动速度(可调)
4、捻度测试范围:1~9999.9捻/10cm(1~999.9捻/m)
5、退捻伸长范围:最大40mm (标尺指示)
6、预加张力:0~130cN(0-20cn张力秤)
7、设备外形尺寸:1000mm×200mm×300mm(长×宽×高)