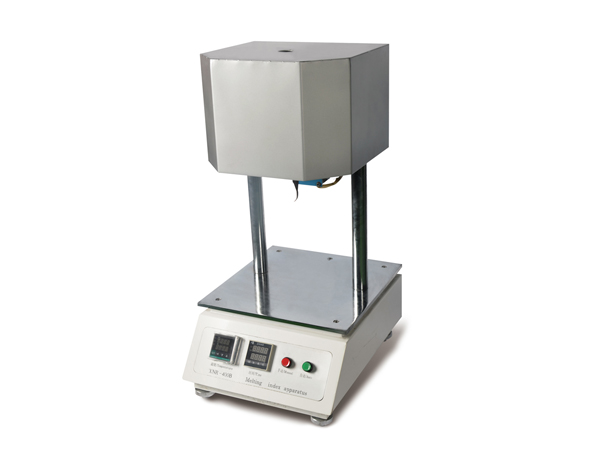
XNR-400B熔体流动速率测定仪使用说明书
⼀、技术指标: 1.1 温度范围 室温―400℃范围内任意设定控温点。采⽤ PID 调解,⼗五分钟达到控温点 1.1.1 控温精度 出料⼝上端 10 毫⽶处温度波动≤±0.5℃。
1.1.2 加热功率:1KW。
1.1.3 温度梯度 出料⼝上端 10―140 毫⽶内温度梯度<1℃。
1.1.4 切割装置 ⾃动定时切割;
1.1.5 电源: 220±22V,50HZ。 1.1.6 仪器外型尺⼨:400X260X600mm
1.1.6 仪器重量:约 50KG。 1.2 挤压出料部分 1.2.1 出料⼝内径:Φ2.095±0.005mm 1.2.2 出⼝⻓度: 8.000±0.025mm 1.2.3 装料筒内径: Φ9.550±0.025mm 1.2.4 装料筒⻓度: 160mm 1.2.5 负荷: 精度 ≤±0.5% 组合负荷:0.325kg, 1.200 kg, 2.160 kg, 3.800 kg, 5.000 kg, 10.000 kg , 21.600kg 1.2.5 活塞杆头直径: Φ9.475±0.015mm 1.2.6 活塞杆头⻓度: 6.350±0.100mm
⼆、主要构造 本仪器主要是由计时系统、温控系统、负荷、切割装置四⼤部分组成。
2.1.计时系统 2.1.1 采⽤按键,在显示范围内任意设定继电器的释放、吸合时间,设定时间掉电不丢失。
2.1.2 延时范围宽,精度⾼,功耗低
2.1.3 设定时,上边四位 LED 数码管显示继电器释放时间的设定值,下边四位 LED 数码管显示 继电器吸合时间的设定值。 2 正常⼯作时,上边四位 LED 数码管显示继电器释放、吸合时间的当前值,下边四位 LED数码管显示继电器释放吸合时间的设定值。
2.1.4 位选键!:设定时,⽤于选择某位数码,选中的数码呈闪烁状态。
2.1.5 增加键▲:设定时,按过位选键!后,按此键,可改变闪烁位的数值,此数值单向增加。
2.1.6 复位键□:正常⼯作时按下复位键,延时器恢复释放时间的初始值(即上边数码管显示继 电器释放时间的初始值,下边数码管显示继电器释放时间的设定值),抬起复位键,延时器 从释放时间的初始值开始延时。
2.1.7 暂停键■:在正常⼯作时,按下暂停键,延时停⽌,抬起暂停键,延时继续。
2.1.8 释放时间、吸合时间设定:在显示范围内利⽤增加键和位选键即可任意设定继电器的释放、 吸合时间。
先按位选键!,上边第⼀位数码管呈闪烁状态,按增加键▲,设定此数值;然 后按位选键!,上边第⼆位数码管呈闪烁状态,
按增加键▲,设定此数值;依次类推,设 定第三位、第四位数值,即设定了继电器的释放时间;此时再按下位选键!,
下边第⼀位 数码管呈闪烁状态,按增加键▲,设定此数值;然后按位选键!,下边第⼆位数码管呈闪 烁状态,按增加键▲,
设定此数值;依次类推,设定第三位、第四位数值,即设定了继电 器的吸合时间;此时数码管仍在闪烁,过 8 秒钟,闪烁停⽌,
以上所设定的继电器释放时 间、吸合时间⾃动存⼊仪表内.
2.2.温控系统 2.2.1 按“SET”键,该键是改变试验参数键;
2.2.2 按“<”键,此键是移动“SV”设定试验温度显示窗的数字光标键,把光标移动到相关位置上 进⾏参数的改变;
2.2.3 按“∧ ”或“∨ ”键进⾏试验温度值的设定;
2.2.4 试验温度值设定完毕之后,再按“SET”键进⾏参数的确认,此时“OUT”指示灯闪,当达到 设定温度后⾃动停⽌加热,“OUT”指示灯灭。
注:温度仪表界⾯共有四个键,在操作过程中只有上下箭头可以按动,其它按键勿动,以免影 响仪表的使⽤。 2.3.负荷 负荷是砝码与料杆组件(活塞杆+隔热套+1#砝码)的联合质量之和。砝码的质量和试验负 荷的配⽤⻅表⼀: 砝码(g) 组合(g) 325 活塞杆+隔热套+1#砝码 3
1200 325+875 2160 325+875+960 3800 325+875+960+1640 5000 325+875+960+1640+1200 10000 325+
875+960+1640+1200+2000*2+1000 21600 2160+600+1200+1640+2000*8 2.4.切割装置 ⾃动切割装置由电动机、连杆、⼑⽚组成。
安装在料筒底部,体积⼩巧,动作灵活。
三、 ⼯作原理 XNR-400B 型熔体流动速率仪是⼀种塑料挤出仪器。它是在规定温度条件下,⽤⾼温加热炉 使被测物成熔融状态。
这种熔融状态的被测物,在规定的负荷下通过⼀定直径的⼩孔进⾏挤出 试验。在塑料⽣产中,
常⽤熔指数来表示⾼分⼦材料在熔融状态下的流动性、粘度等物理性能, 所谓熔体质量流动速率就是指挤出的各段试样的平均重量折算为 10
分钟的挤出量。单位为 (g/10min),⽤ MFR 表示: MFR=600×m÷t 式中: MFR-熔体质量流动速率,g/10min; m -切取多段试样的平均
值,g; t -切样时间间隔,s; 600-参⽐时间(10min;),s.
四、 仪器的安装 4.1 将仪器安置在稳固的⼯作台上,⽔平仪放在料筒平台上,调节仪器底部螺栓(即底脚)⾄⽔平 仪⽔平。
4.2 将⼝模装⼊料筒。
4.3 接通电源,开启主机后部的电源开关,在⼀般情况下,待 30 分钟后,温度稳定。
4.4 试样准备 试样形状可以是粒状、⽚状、薄膜、碎⽚等,也可以是粉状,在测试前根据塑料种类要求,进⾏ 去湿烘⼲处理。当测试数据出现严重的⽆规则的离散现象时,应考虑是否是试样性质的不稳定⽽ 需掺⼊稳定剂(特别是粉料)。
4.4.1 称料 根据试样,预计熔体流动速率, 按下表⼆称取试样(仅供参考),若是进⾏国家标样的实验,则 4 按标样的详细说明使⽤:
熔体流动速率 试样加⼊量(g) 切割时间间隔(s) g/10min ISO 标准 GB 标准 ISO 标准 GB 标准 0.1-0.5 3-5 3-5 240 240 >0.5-1 4-6 4-
6 120 120 >1-3.5 4-6 4-6 60 60 >3.5-10 6-8 6-8 30 30 >10 6-8 6-8 5-15 5-15
注: 当材料的密度⼤于 1.0g/cm 时,可能需增加样品的⽤量。
五、仪器的使⽤
5.1 ⼝模的装卸 将⼝模从料筒上端送⼊料筒中,并使其落到底。拿出时,⽤捅料杆由下向上捅出。
5.2 仪器的启动、停⽌:按动主机后部的电源开关,主机上电,开始⼯作
5.3 温度设定,温度 SV 、PV 视窗分别表示显示实际温度与设定温度,按上下箭头调节所需设 定温度。
5.4 注意:时间设定,上排设置继电器释放时间(即挤出物切断时间间隔),下排设置继电器吸合 时间为 1 秒
5.5 加料 温度稳定后即可加料。加料前取出料杆,置于耐⾼温物体上,避免料杆头部碰撞。把加料 ⽤漏⽃插⼊料筒内(尽量不与料筒壁相碰,以免发烫)边加料,边振动漏⽃使料快速漏下,加料 完毕,⽤压料杆将料压实(以减少⽓泡),再插⼊料杆,套上砝码托盘。 插⼊料杆时,料杆上的定位套要放好,其外缘嵌⼊料筒,上述操作应在⼀分钟内⼀次性完成。
注意:
a. 切勿⽤料杆压紧物料,以免埙坏料杆与料筒。
b. 由于料⽃与料筒壁接触后,⾼温传向料杆,使料⽃下端温度升⾼以⾄粘住样料,因此,使 ⽤时应尽量避免料⽃与料筒壁接触。
5.6 ⾃动切割操作
5.6.1 合上电源,系统开始⼯作,温度仪表上显示器显示料筒实际温度值,下显示器显示原设置 的温度值。
5.6.2 按表⼆所规定的切样间隔时间选择⾃动切割装置的定时值。料筒内装满样料并在温度恢复 到设定温度约 5 分钟时,按下⾃动切割装置“⾃动”键,该装置即逐个切取样条。把⾁眼可⻅⽓泡 的样条丢弃,将保留的样条(⾄少三个)逐个称重,准确到 0.0001g,求出它们的平均质量。 如果相同时间间隔的单个样品的称重最⼤值和最⼩值之差超过平均值的 10%,则应重新试验, 切取样条。 5 某些材料试验时,⽤⾃动切割可能不⽅便,此时,可试⽤⼿动切割。粘性较⼤,⾃动切割⽅式(包 括⼿动旋转切割⼑)可能由于粘连会带来很多麻烦,此时,还是使⽤附件箱中的⼿持式切割⼑ (⽅⽊柄)作⼿动切割为好。
5.7 切割取样在加料后待试样熔化,再加外⼒使料杆快些达到预定位置,撤去外⼒(以⼿压作外 ⼒时,注意料杆切忌歪斜,以免导致料杆埙坏。)此操作不要超过试料加⼊后预热的 4 分钟。
5.8 计算结果 塑料的熔体流动速率(熔融指数)MFR(MI)以每 10min 流出的熔体克数表示,公式为: MFR=600m/t (g/10min) 其中:MFR- 熔体(质量)流动速率 (g/10min) m ----样条的平均质量 (g) t ----切割时间间隔 (s)
六、⾯板操作说明
6.1 操作⾯板布置图
6.2 温度:可根据需要设定温度仪表温度。上电后上显示器显示当前料筒实际温度值,下显示器 显示(上次)设置温度。并根据设置温度开始升温、控温。
6.3 时间:可根据需要设定挤出物切断时间间隔。上电后上排显示为零,下排显示为上次设定的 挤出物切断时间间隔。
6.4 ⾃动:按下“⾃动”按钮,切割装置将根据设定的时间间隔⾃动对料样进⾏循环切割,直⾄再 次按动“⾃动”按钮,⾃动割样停⽌。
6.5 ⼿动:每按动“⼿动”按钮⼀次,电机旋转⼀周,对试样切割⼀次。 七、清洗及安全事项 7.1 清洗 每次试验完毕,在砝码上⽅加压,使快速挤出余料后,抽出料杆,⽤清洁纱布趁热擦洗⼲净,
6 再在料筒上部加料⼝铺上⼲净纱布(50×50mm,⼆层左右),将清洗杆压住纱布插⼊料筒内壁, 反复旋转抽拉多次,然后⽤⼝模顶杆将⼝模⾃下⽽上顶出料筒,⽤⼝模清洗杆及纱布清洗⼝模内 外。对于不易清洗⼲净的物料可趁热在需要清洗的地⽅(料筒内壁、⼝模内外、料杆)涂⼀些润 滑物,如硅油.⼗氢萘.⽯蜡等,必要时,使⽤矿烛也可,再清洗就很容易了。
7.2 安全事项 经常检查电⽓接地是否完好; 在操作和清洗时,应带好⼿套,防⽌烫伤。
⼋、附件介绍
8.1 料杆组件 组件由负载杆、定位套、隔热套、1#砝码组成。组装时,先将导向套套⼊,再将托盘放⼊料杆顶部 套上隔热垫⽚与隔热套,⽤螺钉紧固。使⽤时整体作为⼀个部件⼀般不需拆卸(出⼚时已装好)。 隔热套⽤聚四氟⼄烯制成,耐⾼温隔热套上部供套⼊ 1#砝码托使⽤。
8.2 料⽃ 使⽤时,将料⽃置于料筒顶端加料处,将料倒⼊。
8.3 ⼝模 使⽤时,⼝模由料筒顶部放⼊,直达底部。
8.4 ⼝模钻 清洗时,⽤于塞⼊⼝模内孔,以清除⼝模内孔的粘结物。
8.5 擦料杆 配合医⽤纱布(或其它材料)清洗料筒内壁。
8.6 取⼝模杆 ⾃料筒底部出料⼝向上顶,将⼝模从顶部顶出,以便清洗。
8.7 切割⼩⼑ ⾃动(⼿动)切割⼑⽚为防⼑⽚⽣锈,将⼑⽚表⾯涂上机油。如⻓期不⽤,必须将⼑⽚⽤油 纸包好。 附 录 A (标准的附录) 测定熔体流动速率的试验条件 所有试验条件应由相应材料命名或规格标准规定,表 A1 列出了已证明是适⽤的试验条件。
表 A1 条件(字⺟代号) 试验温度θ,℃ 标称负荷(组合)m nom,kg A 250 2.16 B 150 2.16 D 190 2.16 E 190 0.325 F 190 10.00 G 190 21.6 H 200 5.00 M 230 2.16 N 230 3.80 S 280 2.16 T 190 5.00 U 220 10.00 W 300 1.20 Z 125 0.325 注:
如果将来需要使⽤本表中未列出的试验条件
,例如,对新的热塑性材料,则只 可选择本表中已使⽤的负荷和温度。 8 附 录 B 热塑性材料的试验条件 表 B1 列出的是已规定在有关标准中的试验条件,如有必要,对某些特殊材料可以使⽤未被 列出的其他试验条件。 表 B1 材 料 条件(字⺟代号) 试验温度θ,℃ 标称负荷
(组合)m nom,kg PS H 200 5.00 PE D 190 2.16 PE E 190 0.325 PE G 190 21.60 PE T 190 5.00 PP M 230 2.16 ABS U 220 10.00 PS-1 H 200 5.00 E/VAC B 150 2.16 E/VAC D 190 2.16 E/VAC Z 125 0.325 SAN U 220 10.00 ASA、ACS、AES U 220 10.00 PC W 300 1.20 PMMA N 230 3.80 PB D 190 2.16 PB F 190 10.00 POM D 190 2.16 MABS U 220 10.00 9
合 格 证 仪器名称:熔体流动速率测定仪 仪器型号:XNR-400B 仪器编号:
检定⽇期:2008 年 ⽉ 出⼚⽇期:
2008 年 ⽉ 检定结论: 本仪器经检验,符合技术要求,成品合格,准予出⼚。 质检部(章)
2008 年 ⽉ 10 熔体流动速率测定仪 装 箱 单
1、 主机 1 台
2、 ⼝模 1 个(在主机上)
3、 电源线 1 条
4、 负载杆 1 ⽀
5、 刮⼑ 1 把(在主机上)
6、 取⼝模杆 1 ⽀
7、 料⽃ 1 个
8、 托盘 1 个
9、 ⼝模钻 1 个
10、 擦料杆 1 个
11、 说明书 1 份
12、 合格证 1 份
13、 ⽔平仪 1 个
14、 纱布 1 个
15、 砝码 质量 325 600 875 960 1000 1200 1640 2000 件数 1 1 1 1 1 1 1 8 检验员: 装箱员: